Cookies
当社は、お客様のブラウジング体験を向上させ、パーソナライズされた広告やコンテンツを提供するために Cookie を使用します。 クリックして "
Cookie を受け入れる」を選択すると、Cookie の使用に同意したことになります。
Cookie に関する詳細情報は、
プライバシーポリシー.
03, 2023
by Oree Laser
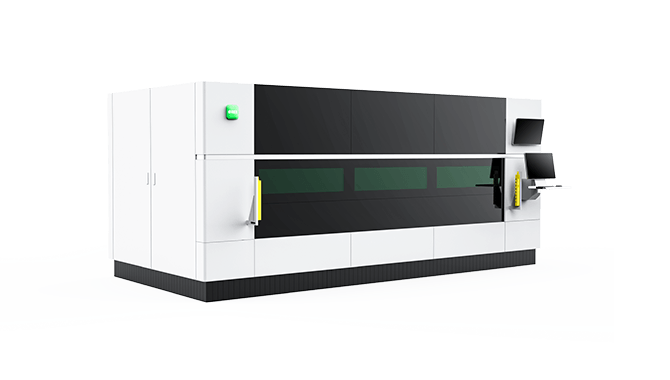
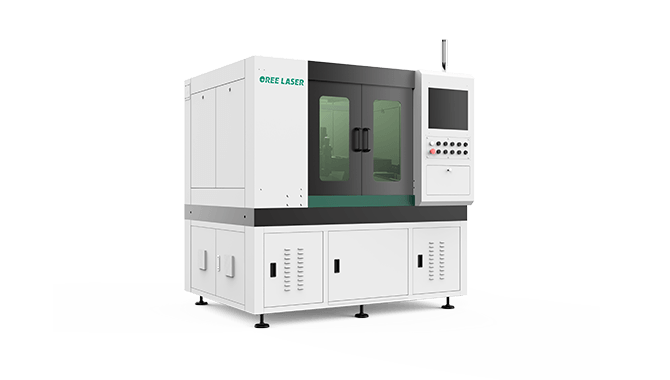
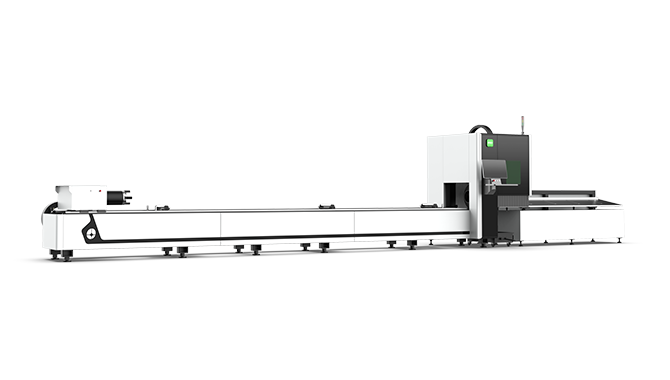
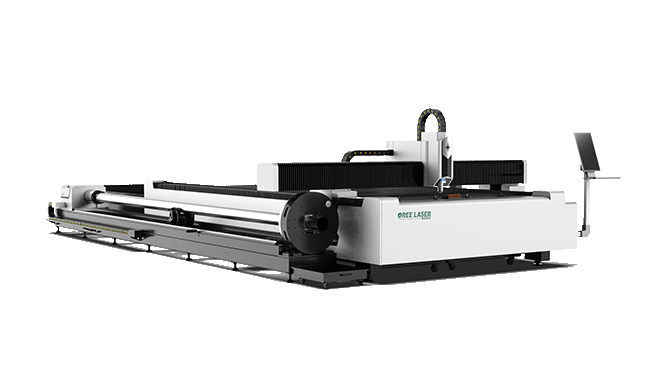
今日、世界で最も先進的な溶接技術はレーザー溶接です。レーザ溶接機は、高エネルギーレーザパルスを用いて狭い領域の材料を局所的に加熱する。レーザー放射のエネルギーは熱伝導によって材料に拡散し、材料が溶融して特定の溶融プールを形成する。厚みの薄い素材や精密部品の溶接に主に使用される新しいタイプの溶接工法により、高いアスペクト比、小さな溶接幅、小さな熱影響部、高速溶接速度でスポット溶接、ステッチ溶接、シール溶接などを実現できます. 、美しく、溶接後処理したり、簡単な処理を必要とせず、小さな焦点位置、高い位置精度、自動化を実現するのは簡単です。レーザー溶接機はどの材料を溶接できますか?

1.スチールダイ
レーザー溶接機は、S136、SKD-11、NAK80、8407、718、738、H13、P20、W302、2344などのダイスチルを溶接するために使用でき、溶接効果が優れています.
2. 炭素鋼
レーザ溶接機は炭素鋼を良好な結果として溶接し、溶接品質は不純物含有量に依存する。良好な溶接品質を得るには、炭素含有量が0.25%を超える場合に予熱が必要である。炭素含有量が増加すると、溶接亀裂およびノッチの感度が増加する。中および高炭素鋼と通常の合金鋼はどちらもレーザ溶接が可能ですが、応力を除去して亀裂を防ぐために予熱および溶接後処理が必要です。
3. 合金鋼
低合金高強度鋼のレーザ溶接の場合、選択した溶接パラメータが適切であれば、母材と同じ機械的特性を有する接合部を得ることができる。
4. ステンレス鋼
レーザ溶接機の溶接速度と熱影響領域が非常に小さいため、ステンレス鋼溶接の過熱現象と大きな線膨張係数が減少し、溶接継手に細孔や介在物などの欠陥がありません。ステンレス鋼は、炭素鋼に比べて熱伝導率が低く、エネルギー吸収率が高く、溶融効率が高いため、深い貫通狭い溶接を得るのが容易である。低電力レーザー溶接機で薄板を溶接することで、滑らかで美しい溶接継手を備えたよく形成された継手を得ることができます。
5.銅と銅合金
銅および銅合金の溶接は注入および不完全な浸透の問題を起こしやすいので、予熱措置と共に集中エネルギーと高出力の熱源を使用する必要があります。ワークの厚みが薄くなったり、構造剛性が小さく、変形、溶接を防止する措置がない場合、後で大きな変形を起こしやすく、溶接継手が大きな剛性制約を受けると溶接応力が発生しやすく、銅および銅合金を溶接する際の熱亀裂これは起こりやすいです。空隙は銅及び銅合金溶接における一般的な欠陥である。
6. アルミニウムおよびアルミニウム合金
アルミニウムとアルミニウム合金は、反射率の高い材料であり、アルミニウムとその合金を溶接する際に温度が上昇するにつれて、アルミニウムの水素溶解度が急激に増加する。溶存水素は溶接欠陥の原因となり、溶接部に多くの細孔があります。、シム溶接溶接時の根元に空洞があり、溶接ビードの形成が悪い。
金属材料の特性によって溶接プロセスが決定される。以下は、金属レーザー溶接時の注意事項を分析します。
1.金属材料の冷却速度が速く、これは金属材料の脆性、微小亀裂、疲労強度に影響を与える金属の炭素含有量によって決まります。
2. 溶接工程では、金属合金の揮発性の高い合金元素が溶融プールで揮発し、細孔が発生し、アンダーカットが発生することもあります。
3. 炭素鋼材料の溶接時の材料の炭素含有量は2%未満でなければならず、炭素含有量が3%以上であると、レーザ溶接の困難性が増加し、冷間亀裂傾向が増加し、材料の疲労および底部が増加する。粒子状態での脆性破壊傾向の場合、接合設計における溶接の一定量の収縮が考慮され、溶接および熱影響領域の残留応力および亀裂傾向を低減するのに役立つ。
4. レーザー溶接機に炭素含有量が3%以上の金属と炭素含有量が3%未満の金属がある場合は、編集用溶接を使用してマルテンサイトの変形を制限して応力を除去し、亀裂の発生を減らすことができます。焼入れ速度を下げるだけでなく、亀裂の傾向も減らすことができます。
5. パルスレーザー溶接か連続レーザー溶接であるか一般的なパルスレーザー溶接機は熱入力を減らすことができますが、熱亀裂の発生およびワークピースの変形を減らすことができます。
Copyright ® 2018 OREE LASER