Cookies
当社は、お客様のブラウジング体験を向上させ、パーソナライズされた広告やコンテンツを提供するために Cookie を使用します。 クリックして "
Cookie を受け入れる」を選択すると、Cookie の使用に同意したことになります。
Cookie に関する詳細情報は、
プライバシーポリシー.
03, 2023
by Oree Laser

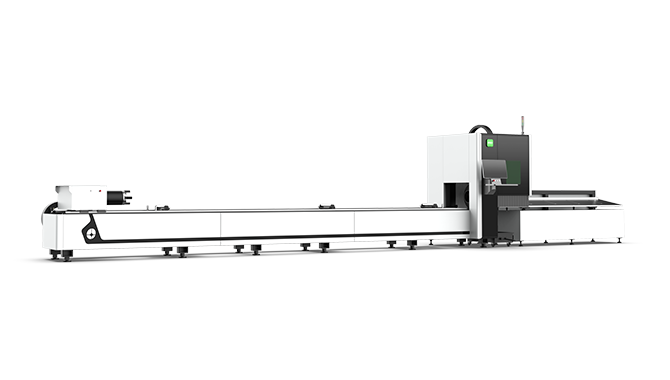
ノズルと切断品質の関係
ノズル中心とレーザ中心が同じ軸にない場合の切断品質への影響:
(1) 切断部に影響を与えます。カッティングガスを噴射すると空気量が不均一になり、他の面ではなく片面に溶ける汚れが発生する可能性が高くなります.深刻で時々切り取ることはできません。

(2) シャープなエッジの品質に影響を与えるため、エッジが尖ったり、角度の小さいワークを切断したりすると、局所的なオーバーメルトが発生し、厚いプレートを切断すると切断できません。
(3) 穿孔、穿孔中の不安定性に影響を与え、時間の調整が容易でなく、厚板の浸透により過剰溶解が発生し、浸透条件が把握しやすく、薄板の穿孔に影響が少ない。
ノズル絞りの選び方
ノズル穴には、φ1.0mm、φ1.5mm、φ2.0mm、φ2.5mm、φ3.0mmなど、さまざまな種類があります。現在、2種類のノズル穴はφ1.5mmとφ2mmです。両者の違いは

(1)3mm以下の薄板:φ1.5mmを使用すると切断面が薄くなり、φ2mmを使用すると切断面が厚くなり、角が溶けやすい。
(2)3mm以上の厚板:高い切断力により相対的な放熱時間が長くなり、相対的な切断時間も長くなります。φ1.5mmはガス拡散面積が小さく、使用時に安定していませんが、基本的に使用可能です。φ2mmを使用すると、ガス拡散領域が大きく、ガス流量が遅いため、切断がより安定しています。
(3) φ2.5mmの穴径は、10mm以上の厚板切削にのみ使用できます。要約すると、ノズル穴の大きさは切断品質と穿孔品質に深刻な影響を及ぼし、現在のレーザ切断は主にφ1.5mmおよびφ2mm穴を有するノズルを使用している。
このため、ノズル口径が大きいと、切断中に溶融スプラッシュの火花と突き出る可能性が高く、レンズの寿命が短くなり、焦点レンズの相対的な保護が悪くなる。
ノズル中心とレーザーの間の同心度は、切断品質を引き起こす重要な要素の1つです。特にワークピースが厚い場合、その影響が大きくなります。したがって、より良い切断部を得るためには、ノズル中心とレーザとの間の同心度を調整する必要がある。
注:ノズルが変形したり、ノズルに溶ける汚れがある場合は、切断品質に与える影響は上記と同じであるため、変形を防ぐためにノズルを慎重に配置してぶつけてはいけません。ノズルの溶けた汚れは時間通りに清掃する必要があります。。ノズルの品質は製造工程で高い精度が要求され、設置工程で正しい方法が必要です。ノズルの品質が悪く、切断中にさまざまな条件を変更する必要がある場合は、時々ノズルを交換する必要があります。
Copyright ® 2018 OREE LASER