Cookies
当社は、お客様のブラウジング体験を向上させ、パーソナライズされた広告やコンテンツを提供するために Cookie を使用します。 クリックして "
Cookie を受け入れる」を選択すると、Cookie の使用に同意したことになります。
Cookie に関する詳細情報は、
プライバシーポリシー.
03, 2023
by oreelaser

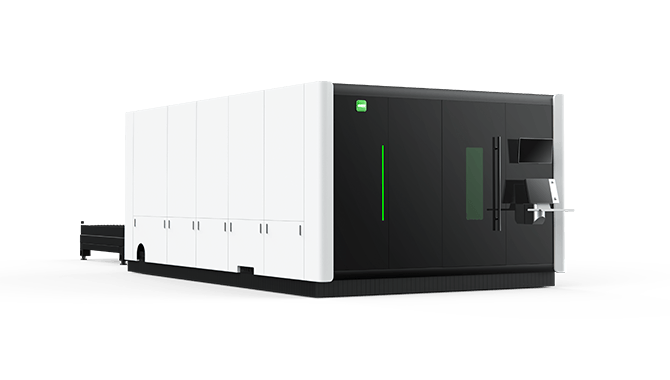
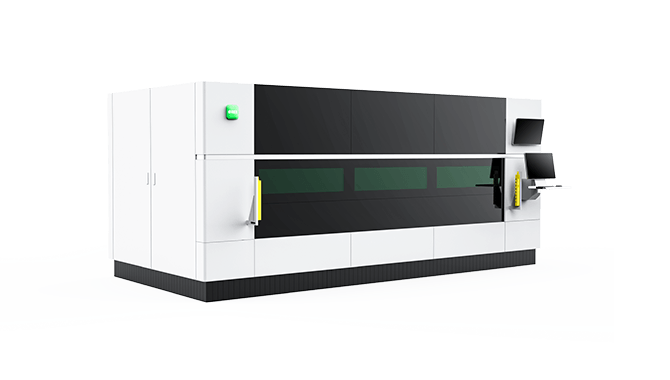
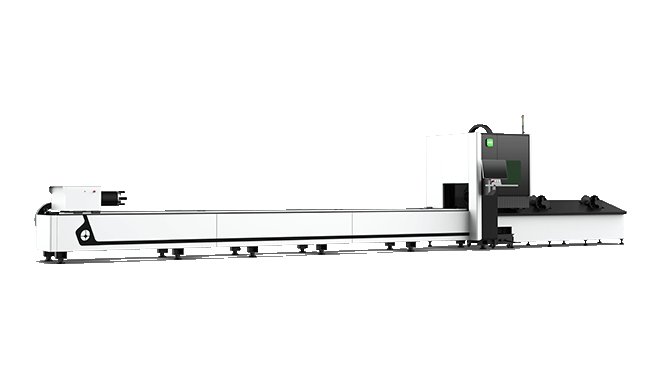
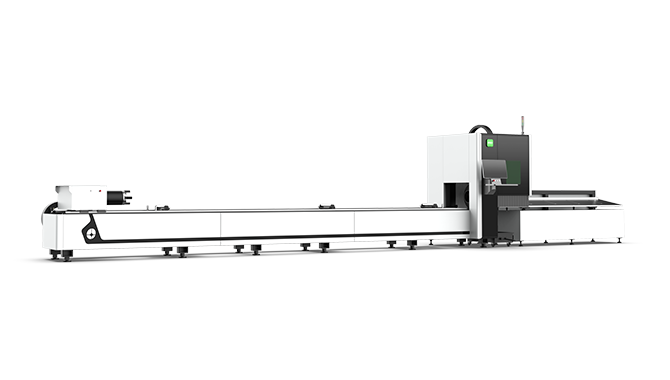
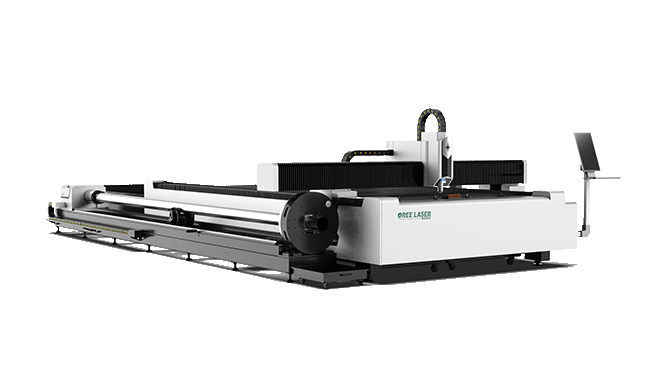
金属 加工分野でレーザーカッティング炭素鋼は非常に重要な位置を占めており、特に高出力レーザーカッティング、糸くずの出ない技術、明るい綿カッティングなどの先進的なプロセス技術により高品質の精密部品を供給され、溶接、表面処理などの二次加工要件を満たすことができます。板材の厚さが増加するにつれて、明るい面の切開のためには高出力レーザだけでなく先端切断工法のパラメータ調整が必要であり、ノズルの選択、焦点位置ともに切断効果に影響を与えることができる。
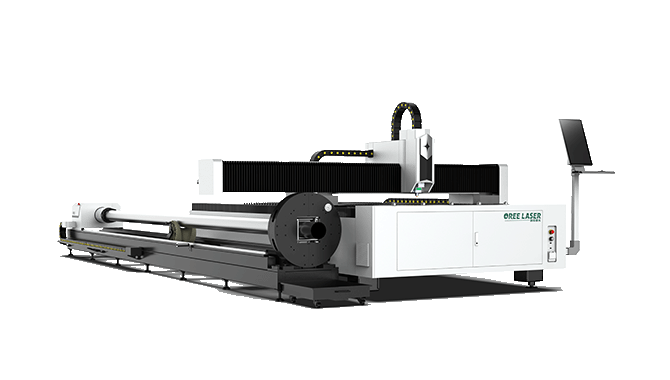
10kw級レーザーカッターが湯焼鋼加工時の特性:
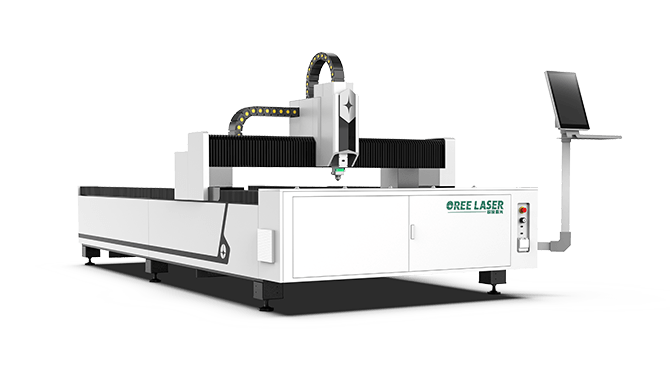
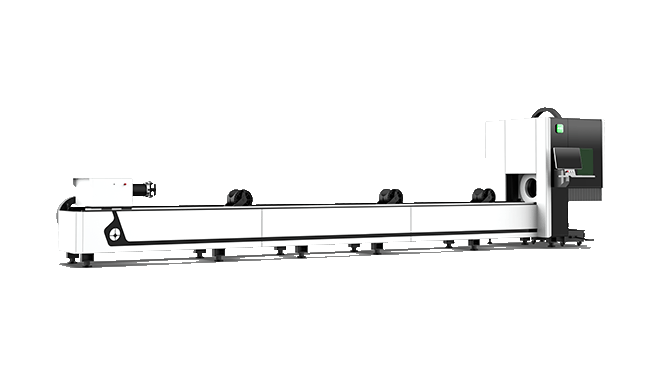
炭素鋼板は 酸素、フォーカス方式を用いて切断される。炭素鋼が厚いほど正焦点、材料表面光スポットが大きいほどノズルサイズ(φ1.0-2.0mm)が要求される。
焦点が炭素鋼切断に与える影響:
一定の 焦点 範囲 内で、正 焦点が大きい ほど、 炭素鋼の 切断面は 滑らかで 明るくなります。
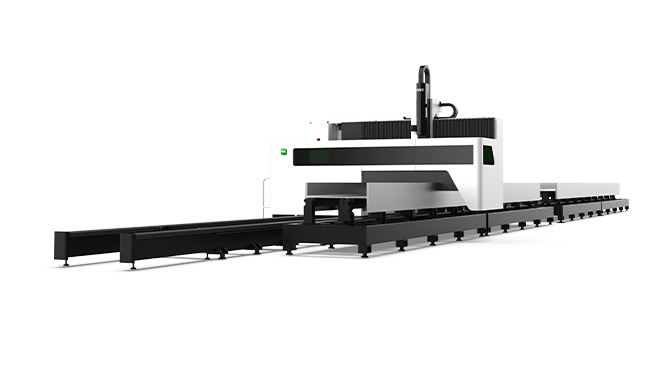
ノズルが炭素鋼切断に与える影響:
同じ 焦点に ノズル サイズが 小さいほど炭素鋼切断面が滑らかで明るいほど牽引も小さくなる。
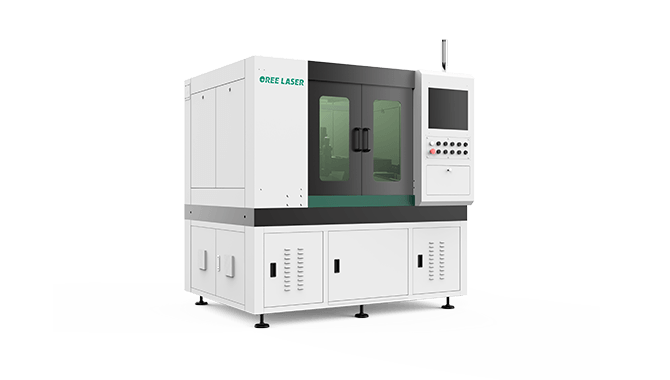
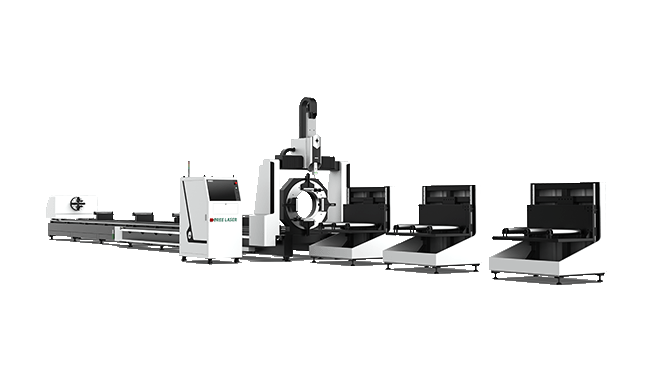
どのように適切なノズルと焦点を選択するのですか?
安定した 加工を行う には、 ノズル 温度が 熱く なく 連続的に 上昇し ないように する 必要があるため、 炭素鋼の 厚さ に応じて 適切な ノズルと 焦点 位置を 選択する必要が あります。以下はMAX 12kwレーザーを30秒間出力を満たし、ノズルが熱くなる場合。

0Comments
Copyright ® 2018 OREE LASER